2026 Excellence in Environmental Engineering and Science® Awards Competition Winner
Grand Prize - Design
Blue River Wastewater Treatment Plant Biosolids Facility Improvements
Entrant: Black & Veatch
Engineer in Charge: Suzenne (Suzie) Carpenter
Location: Kansas City, Missouri
Entrant Profile

 Black & Veatch is a global leader in sustainable infrastructure solutions, delivering innovative projects that advance environmental stewardship and community resilience. With more than a century of experience, the company integrates advisory, design, engineering and construction expertise to solve complex challenges in water, energy and resource recovery. Black & Veatch is a global leader in sustainable infrastructure solutions, delivering innovative projects that advance environmental stewardship and community resilience. With more than a century of experience, the company integrates advisory, design, engineering and construction expertise to solve complex challenges in water, energy and resource recovery.
For the Blue River Wastewater Treatment Plant Biosolids Facility Improvements project, Black & Veatch applied its expertise in wastewater treatment to design a transformative solution for the Kansas City Water Services Department. The project replaced an outdated incineration system with an advanced Thermal Hydrolysis Process (THP) and anaerobic digestion platform — the first of its kind and size in the U.S. Midwest. This integrated approach maximizes resource recovery, producing Class A biosolids for beneficial land application and capturing biogas for renewable energy use.
Leveraging advanced Building Information Modeling (BIM), collaborative design-build delivery and rigorous planning, Black & Veatch ensured operational continuity during construction while meeting stringent environmental and regulatory requirements.
The facility has applied for Envision Silver verification, reflecting its alignment with sustainability principles and measurable performance outcomes.
Through innovation, technical excellence and commitment to client goals, Black & Veatch turned a legacy challenge into a resilient, high-performance system, setting a benchmark for modern biosolids management and circular economy leadership.
Project Description
The Biosolids Facility Improvements project at the Blue River Wastewater Treatment Plant (WWTP) in Kansas City, Missouri exemplifies sustainable water infrastructure and resource management. The WWTP is Kansas City’s largest with the capacity to treat 120 million gallons a day and process its own sludge plus sludge from two other plants. The Kansas City Water Services department developed the project, replacing the plant’s outdated hearth incinerator system, rehabilitating a 1960s-era structure and adding a state-of-the-industry Thermal Hydrolysis Process (THP) system, to significantly improve the plant’s efficiency and biosolids quality. The new facility can produce 94 dry tons per day of Class A biosolids for agricultural and residential land applications. While incorporating the first large THP system in the U.S. Midwest, the plant also is designed to capture, treat and make biogas generated at the facility available to natural gas customers. Optimizing the WWTP’s site, operations and biosolids production, the project is a showcase of integrated solutions, problem solving, quality and stewardship.
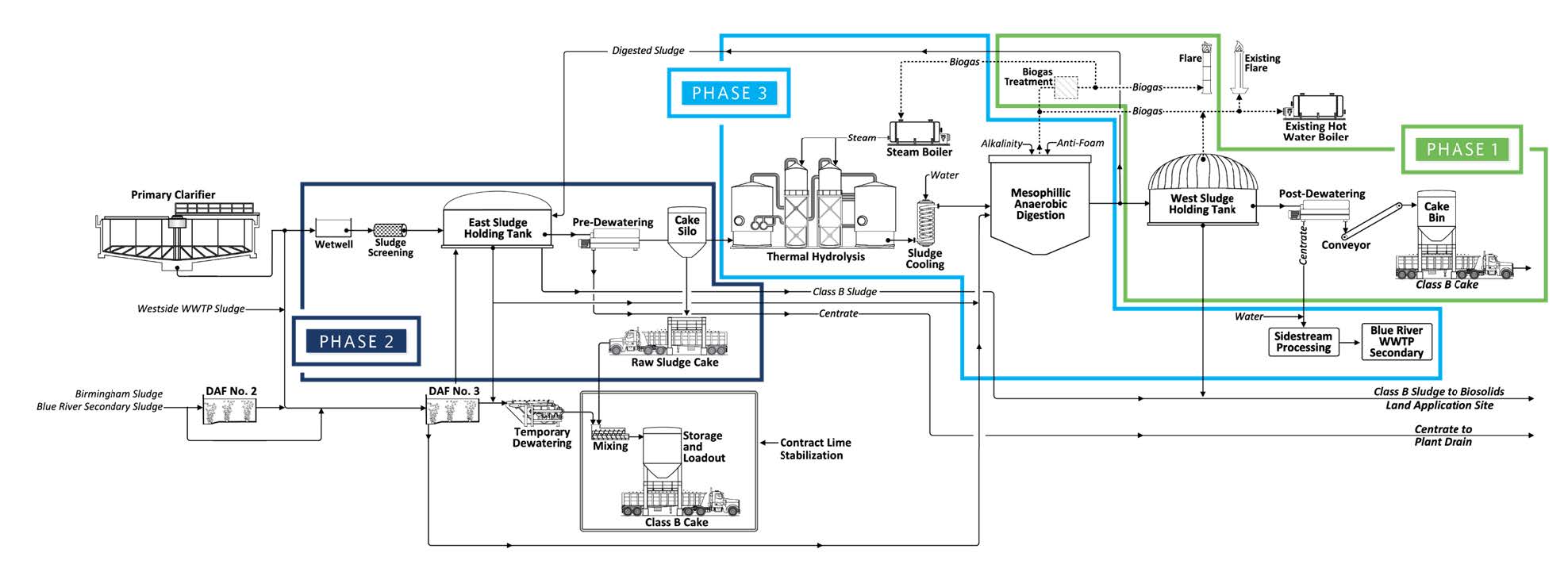
Process Flow Diagram
Click image to enlarge in separate window.
Approach
The Biosolids Facility Improvements project features a comprehensive, integrated design.
- Water: Pretreating sludge with THP enhances anaerobic digestion. It stabilizes the sludge and maximizes biogas production for energy recovery. It also reduces the volume of sludge, resulting in more sidestream flow. The ammonia in the sidestream flow is removed via deammonification, improving the plant’s nutrient management. Altogether, the design promoted permit compliance and improved the plant’s effluent, supporting local water quality.
- Air: Replacing the use of hearth incinerators eliminated air pollutants and greenhouse gas emissions produced by the old facility. Meanwhile, odor control and stabilized product quality strategies incorporated in the new facility further reduce the plant’s impact on air quality. The capture, treatment and marketing of biogas for reuse displaces fossil fuel consumption, also contributing to local air quality.
- Land: Production of Class A biosolids moved the city away from unsustainable disposal pathways (landfilling/incineration) toward safe, beneficial land application. What was a waste stream is now a nutrient-rich soil amendment. Reduced residuals and solids volume lighten the facility’s footprint and long-term disposal liabilities.
These measures advance a circular economy model — recovering resources (energy, nutrients), minimizing emissions and protecting watershed and community health.
Quality
The project demonstrated quality through rigorous planning, execution and measurable outcomes.
- Staying disciplined: Implementing THP required major technical, operational and site upgrades across multiple treatment trains, pumping systems and electrical infrastructure. Advanced Building Information Modeling (BIM) guided design, integration and constructability while supporting future asset management.
- Managing consequences: The team maintained daily operation of the plant during the transition from incineration to advanced digestion by planning a flexible, multi-step commissioning process that allowed trouble-shooting through startup. This mitigated risk to service and compliance throughout construction without upsetting the biological digester process.
Delivering performance: The facility is designed to consistently produce Class A biosolids and treated biogas suitable for addition to the area’s natural gas system. Sustainability principles embedded in design and delivery earned Envision Silver verification, proving performance against independent criteria.
Innovation
The project features new and creative applications of existing knowledge.
- First-in-region THP: Applying large-scale THP for the first time at a WWTP in the U.S. Midwest, the facility uses high-pressure steam and heat to sterilize and hydrolyze sludge. This dramatically improves digestion efficiency and biosolids quality. It also establishes a precedent for other WWTPs to follow.
- Integrated resource recovery: Biogas generated from digestion can be captured, treated and made available to natural gas customers, demonstrating a commercial pathway for municipal renewable energy.
- Nutrient strategy: Sidestream deammonification is a targeted, high-efficiency approach to ammonia removal in high-strength wastewater streams. It was implemented to reduce the plant’s aeration demands and chemical use.
- Funding: The team secured approximately $150 million through a combination of municipal revenue bonds, Water Infrastructure Finance and Innovation Act (WIFIA) funding, and state revolving fund loans. WIFIA loans are provided through an EPA-operated bank for wastewater, drinking water and stormwater projects
- Delivery and knowledge transfer: The project was delivered under a design-build agreement. This enabled the owner, designer and contractor to collaboratively manage the project’s risks, meet its schedule goals and implement enhanced solutions on budget. By providing international benchmarking tours and applying stringent BIM standards, the project team accelerated learning and adoption of best practices, pairing innovation with practical execution.
Complexity
The design solution addressed the project’s complexity on multiple fronts.
- Systems integration: THP, advanced digestion, sidestream nutrient removal, biogas capture and conditioning, and upgraded electrical/pumping systems were meshed seamlessly with other assets across a multi-train site.
- Operational continuity: Construction and commissioning were staged to maintain full plant operations. This required intricate sequencing, temporary works and contingency planning, including managing interruptions from the pandemic.
- Regulatory and stakeholder interface: The project navigated evolving NPDES requirements and biosolids regulations, and provided comprehensive public communications over a multi-year schedule.
- Financial engineering: A significant capital program was balanced with long-term cost savings and revenue generation from biosolids and biogas. This required sophisticated funding strategies and lifecycle analyses.
- Construction challenges: The new biosolids facility was built on the foundation of the demolished incineration facility. This helped with code compliance and streamlined operations and maintenance. Operations continued during construction thanks to a detailed plan and work sequencing strategy. Safe working conditions were maintained throughout the project, backed by weekly, safety-manager-led meetings on-site.
Contribution
- Public and environmental health: Eliminating incineration reduced air pollutants and greenhouse gas emissions. Improving the plant’s management of nutrients supports local water quality. Class A biosolids deliver a safe, odor-controlled product for land application — benefiting soils and reducing reliance on synthetic fertilizers.
- Economic impact: The project lowered the plant’s disposal and hauling costs, created revenue opportunities through biosolids reuse and biogas sales, and leveraged advantageous financing. Long-term asset reliability and efficiency add value.
- Community benefit: The project elevates the owner’s sustainability profile, showcases leadership in circular resource recovery and provides a replicable model for modern biosolids management.
By replacing outdated incineration with an integrated THP-digestion-nutrient-recovery platform, the project turned a legacy challenge into a high-performance, resilient and sustainable solution for the Blue River WWTP. Its design delivers environmental benefits, operational reliability and economic value.
Click images to enlarge in separate window.
 |
 |
|
Aerial rendering of the new biosolids and Thermal Hydrolysis Processing (THP) facilities at the Blue River Wastewater Treatment Plant (WWTP) in Kansas City, Missouri. Implementing THP allowed the plant to process more solids without adding digester capacity. The new facilities were built on the same footing as the plant’s old incineration building, requiring careful planning. The plant stayed in operation while belt fil-ter presses were relocated to allow demolition of the building they had been housed in. The West Holding Tank was fitted with a new membrane cover for gas storage. Both the East and West Holding Tank mixing systems were upgraded. The existing Digesters and East Holding Tank were otherwise reused as is.
|
The project during construction. The blue building is the new biosolids facility.
|
 |
|
|
Screens remove debris from the sludge to protect the THP system from damage. Sludge is pumped from a wetwell at ground level to the screens, then flows by gravity to the East Holding Tank. The screens operate 24 hours per day, seven days a week with one on duty, the other on standby.
|
 |
 |
|
The debris is collected in dumpsters and disposed off site. The dumpsters are located directly below the sludge screens and filled by conveyors for even distribution
|
 |
 |
|
Centrifuges dewater the sludge to approximately 18% solids to meet the requirements of the THP system. This minimizes the volume of water going into the THP system and increases the density of the final solids product, which decreases hauling costs. Shown in the photo are pre-THP centrifuges that are fed by progressing cavity pumps with in-line sludge grinders.
|
Dissolved Air Flotation (DAF) tanks that were no longer in service were converted to sidestream treatment tanks. Sidestream flows from the centrifuges are high in ammonia. This process utilizes anammox® bacteria to remove the ammonia, allowing the WWTP to meet permit requirements while processing more solids. The sidestream is stored then sent to two treatment tanks for ammonia removal. Each tank has a treatment volume of 28,270 cf and can achieve 80% nitrogen removal.
|
 |
 |
|
Polymer is required for pre- and post-THP dewatering. The differing characteristics of the sludge received for pre-THP and post-THP means each dewatering system must have a separate polymer system. The pre-THP system uses an emulsion-type polymer and doses 15-25 lb. of active/dry tons of solids. The post-THP system also uses an emulsion-type polymer and doses 25-35 lb. of active/dry tons of solids.
Both include two 5,000-gallon fiberglass reinforced plastic (FRP) storage tanks, recirculation pumps, blending units, aging tanks and transfer pumps.
|
Cake silos hold the sludge from the pre-THP centrifuges so that the process can operate continuously without interruption of available solids. Sized to fit on existing pads and the building’s existing foundation, the silos are 22 feet in diameter and 16 feet tall. Each can store 394 cubic yards of cake, which equates to 13 hours. The sludge is pumped from the silos to the THP system.
|
 |
 |
|
Pre-negotiating the THP system allowed the equipment to be ordered early. This was beneficial as the pandemic started while the project was being procured. The THP system was on-site and installed while the remaining equipment was still being delivered, mitigating one of the largest risks to the schedule.
|
THP creates a high-pressure, high-temperature environment that breaks down solids into a Class A product. The system includes a series of vessels for batch processing. It also includes pulper and flash tanks, pumps, a gas skid, heat exchanger, cooling water and steam boilers. While designed to process 94 dry tons per day, the system reduces the volume of solids, allowing the Blue River WWTP to process more Class A biosolids without additional digester capacity. Meanwhile, the sludge from the THP system is pumped to anaerobic digesters.
|
 |
 |
|
Treating the sludge through the various processes required transfer pumps. The pumps are installed in the basement of the building, which was reused from the demolished building. Helical piles were installed in the slab to provide additional structural support for the foundation, to support the centrifuges.
|
A corridor running between the biosolids building and the digesters and holding tanks was reused for piping and electrical conduit. The electrical conduit was run in cable trays instead of in the floors because existing slabs and foundations were reused.
|
 |
 |
|
A new boiler system, which can operate on natural gas or biogas, provides the steam necessary for the THP system. The boiler system is designed to provide almost 8,000 pounds per hour of steam to support the process.
|
Digested sludge is pumped to the West Holding Tank prior to post-THP dewatering. Additionally, the new membrane cover on the West Holding Tank holds biogas produced through the digestion process. The cover is sized to store 3 hours worth of gas at annual average conditions or 118,000 cubic feet of gas. The biogas is treated through another project for beneficial reuse.
|
 |
 |
|
The post-THP dewatering system reduced the volume of digested sludge prior to being loaded into trucks for beneficial use. The two post-THP dewatering centrifuges are capable of dewatering the sludge from approximately 4% solids to 35% solids. Shaftless screw conveyors move the dewatered cake from under the centrifuge to the cake loadout conveyor. Belt conveyors transfer the final cake from the post-THP centrifuges to the cake loadout facility. The hopper in the cake loadout facility is sized for two days of storage.
|
The truck loadout facility houses a silo with unloading conveyors to evenly load the trucks with cake. A scale in the floor of the building prevents the trucks from being overloaded, stopping the conveyors when a predetermined weight is reached.
|
 |
 |
|
Odor control is provided through bioscrubbers and chemical scrubbers. H2S and ammonia are the two sources of odor. The chemical scrubber (right) treats odorous air from biosolids processing, including the cake storage bins, dewatering centrifuges, conveyors, and cake silos as the air from these sources is anticipated to be higher in ammonia. Other odor sources, including the holding tanks, sludge screens and dumpsters, sludge wetwell and pre-THP centrifuges, are treated with bioscrubbers
|
All new electrical equipment provides power and controls for the project. The electrical equipment is located in two new electrical rooms in the Biosolids Building. All cable to and from the equipment is located in cable trays.
|
|



























