- Home
- Contact Us
- News & Events
- Awards
- AAEES Awards Criteria
- 40 Under 40 Recognition Program
- Edward J.Cleary Award
- Excellence in Environmental Engineering and Science Education
- Gordon Maskew Fair Award
- Honorary Member
- International Honorary Member
- Ralph and Joe Bales Graber Science Award
- Stanley E. Kappe Award
- Environmental Communications Awards Competition
- Excellence in Environmental Engineering and Science Competition
- The AAEES Chapter Blue Marble Award
- Resources
- AAEES Microcredentials
- Annual Reports
- AAEES Press Releases
- AAEES Website How To VIdeos
- Environmental Engineer and Scientist
- Environmental Engineering Body of Knowledge
- PFAS Resources
- Specialty Examination Guide
- Students and Young Professionals Resources
- Who's Who in Environmental Engineering & Science®
- Leadership Opportunities
- Membership
- Donate
- Jobs
2017 Excellence in Environmental Engineering and Science® Awards Competition Winner
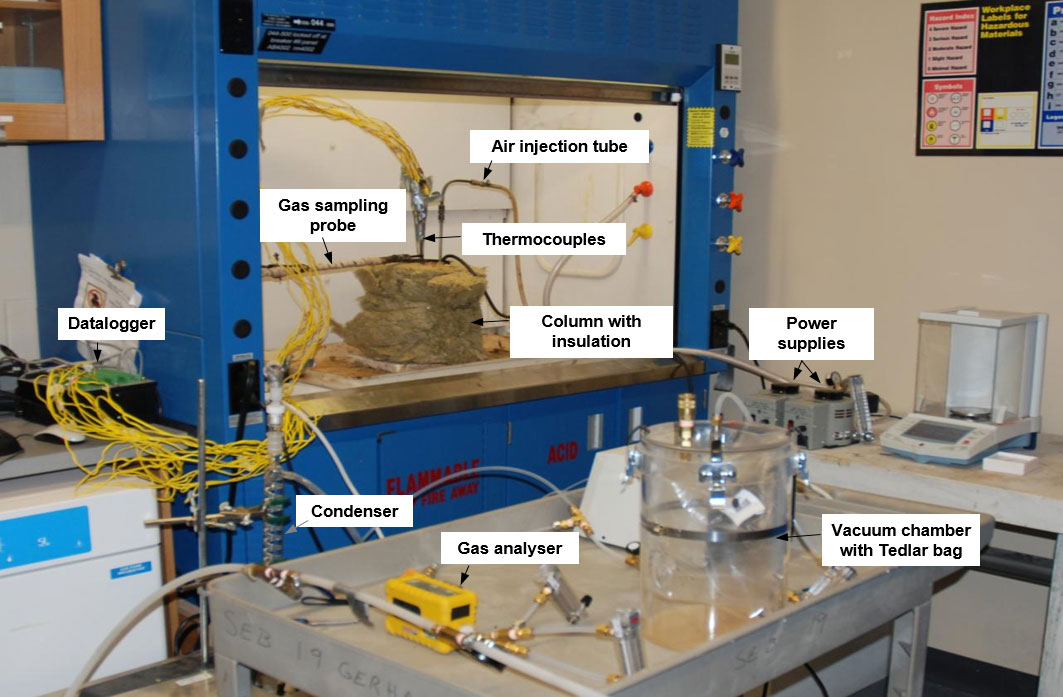
Superior Achievement in Environmental Engineering and ScienceCategory Entered: Industrial Waste PracticeThe Evolution of STAR from Laboratory Concept to Full-Scale In Situ ImplementationEntrant: Savron, A Division of Geosyntec Consultants, Inc.  Entrant ProfileSavron is an operating division of Geosyntec Consultants International, Inc., an employee- owned, multi-national provider of sustainable waste management and remediation solutions, specializing in the safe, energy-efficient, environmentally responsible treatment of a broad range of hazardous materials. Savron helps organizations in the oil and gas, waste management, chemical manufacturing, and utilities industries manage environmental liabilities and comply with regulatory requirements. Self-sustaining treatment for active remediation (STAR) is based on patented technology – an energy-efficient self-sustaining combustion process that captures and recycles the energy released from hazardous materials to destroy them in an effective, controllable, and safe manner. A broad range of hazardous materials including petroleum hydrocarbons, coal tar, creosote, mineral oils, and solvents can be treated by this technology. It works faster and to a dramatically higher environmental standard than common hazardous waste disposal practices such as thermal desorption, incineration, solidification, or landfilling. A committed team of individuals from Savron, Geosyntec, the University of Western Ontario, Queensland University, and Strathclyde University successfully took the initial laboratory concept of STAR through three rounds of pilot scale demonstrations of the technology, garnered its acceptance by the New Jersey Department of Environmental Protection (NJDEP) as the selected remedy of choice by the client, to its current full-scale implementation at a former manufacturing facility impacted by coal tar in Newark, New Jersey. The full-scale remedy began in November 2014 and is anticipated to be complete by mid-year of 2018. Project DescriptionBackgroundThis 26-acre former coal tar processing facility is located in Newark, New Jersey (NJ). The project objective is to obtain a no-further action letter from NJDEP as part of a land transaction agreement. This requires the removal of the mobile non-aqueous phase liquid (NAPL) coal tars to the "extent practicable". STAR is a patented self-sustaining process based on the principals of smoldering combustion to destroy heavy hydrocarbons. Although laboratory treatability studies showed that STAR could effectively treat the contaminated soils, this technology had not been demonstrated to work under field conditions, and particularly below the water table. Pilot testing: (1) demonstrated smoldering under field conditions; (2) allowed for the development of STAR equipment; and (3) provided data for full-scale design and costing. Key design data collected included the smoldering front propagation rate and radius of influence (ROI), and emission profiles (off-gas treatment requirement). As shown by Scholes et al (2015), the pilot tests demonstrated that a single ignition point resulted in over 5,000 kilograms of coal tar destroyed within two-weeks to target a depth of approximately 9 meters (m) below the ground surface, with concentrations reductions of three to four orders of magnitude below criteria. Feasibilities studies indicated that the cost of a STAR remedy would be at least 50% less than competing remedial alternatives (in situ stabilization, excavation with off-site thermal treatment), while also having 1/10th the carbon footprint. Implementation of STAR under NJ's Licensed Site Remediation Professional (LSRP) program began in November 2014 (beginning of procurement, site preparation and mobilization) and is to be complete by mid-2018. Integrated Approach to Environmental MediaAcceptance of the full-scale application of STAR by the client and regulatory agency was contingent on effectively addressing all the impacted media and meeting the following remedial action objectives (RAOs):
The Remedial Action Work Plan (RAWP) addressed the above RAO and:
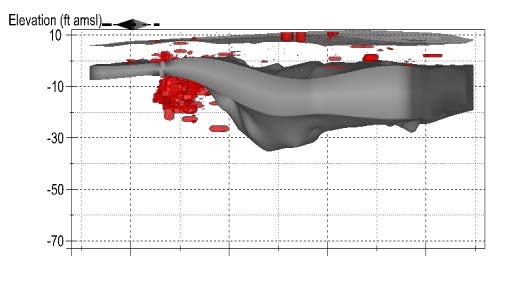
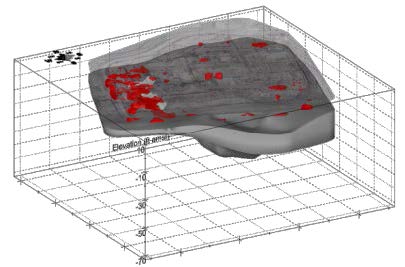
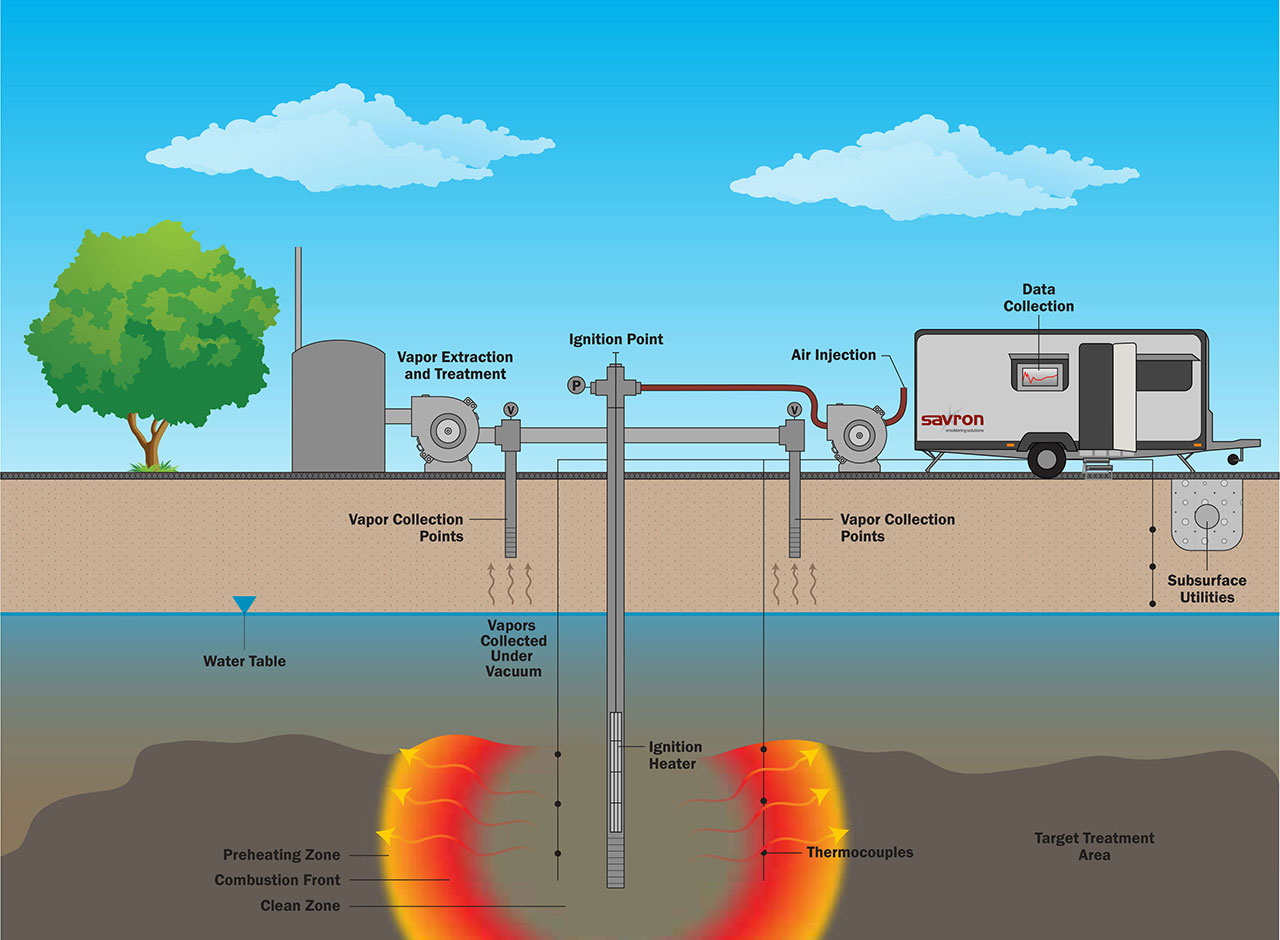
QualityThe mass of coal tar destroyed and the removal of mobile NAPL to the extent practicable as per the NJ Technical Regulations demonstrated the quality and performance of STAR. Continuous emission monitoring of combustion gasses showed conservatively the destruction of over 20 metric tons of coal tar within approximately 5,500 cubic yards of treated soil to date. Over 90% of the 137 samples taken within the treated area had an average extractable petroleum hydrocarbon (NJDEP EPH method) concentration of 3,378 mg/kg (standard deviation of 4,438 mg/kg). This is significantly below the 17,000 mg/kg value used as default value for the presence of mobile NAPL in soil samples, indicating NAPL removal to the extent practicable. STAR may be re-deployed to areas where remedy verification targets were not met. Finally, the testimonial letter shows that our client is extremely pleased with our efforts to solve one of their most complex sites. Contributions to Social and Economic AdvancementThe development of the Pitt Consol property will be one step in the re-vitalization of the Newark Ironbound district. This area was heavily industrialized and as it is transformed it will generate new jobs and new opportunities locally and nationally. The transition from manufacturing to commercial space recognizes the advancement being made and the successful maturation of the global economy. Rather than use agricultural land for new developments the parties involved are working together to re-use land through sustainable means. Originality and InnovationTaking a never field-tested, laboratory scale process and making it real required originality and innovation. We developed practical, deployable, effective heaters that provide sufficient energy to initiate an exothermic, self-sustaining smolder reaction under flowing water conditions. Publication of our work in Environmental Science and Engineering Journal indicates our originality and innovation. Another challenge was reducing our uncertainty regarding NAPL distribution to estimate the number and location of ignition points. We achieved this through developing a sampling grid strategy that optimized the use of TarGOST™ (a push tool that uses a laser to induce fluorescence of coal tar constituents). EVS software was used to evaluate the TarGOST data to develop an unprecedented level of understanding of the NAPL 3D distribution. Our full-scale remedy included construction of unique integrated equipment to manage air injection and extraction (at over 3,000 standard cubic feet per minute), mobile and stationary power, downhole heater control, management and measurement of combustion gases, monitoring of in situ combustion temperatures, and vapor collection with emission treatment and monitoring. ComplexityA complex problem is the need to use 2,150 ignition points spaced horizontally and at multiple depths over a wide area. To avoid the costs associated with installing all these wells and infrastructure, we developed an innovative "leapfrog" approach. The site was divided into 200 ft radius "nodes" that could be serviced by a mobile treatment trailer. The trailer contained the air distribution/extraction manifold system, electrical distribution, continuous monitoring systems, and heater controls. Ignition wells are divided into cells, with three cells active per treatment plant. One cell would be actively operated (air injection), wells in a completed cell would be extracted for reuse, and ignition wells would be installed in another cell. This results in approximately 70 wells being either operated, demobilized for reuse, or being installed in each node. Vapor capture and treatment was achieved through shallow extraction wells placed through a preinstalled asphalt cap. Collected emissions are continuously monitored for combustion gasses to verify smoldering/estimate mass destroyed, and treated via recuperative thermal oxidizer. Data from thermocouple probes are used to verify smolder front migration. System performance can be monitored and key systems controlled remotely. The entire system has safety interlocks and controls through a PLC. Associated with the application of STAR, there are on-going groundwater studies. Monitored Natural Attenuation will be applicable as a groundwater remedy and final polishing step following removal of NAPL. Click images to enlarge in separate window.
Click here to return to the list of 2017 winners. |
||||||||||||||||||||||||||||||||||||||||||












Our Partners



























